Pokud se snažíte dosáhnout co nejvyšší kvality vašich 3D výtisků, jedním z klíčových faktorů je optimalizace extruze. Tento návod vám vysvětlí postup, jak zjistit ideální nastavení vašeho Pressure Advance a Smooth Time na tiskárnách s firmwarem Klipper. Nejdříve si však vysvětlíme na co tyto funkce mají vliv.
Pressure Advance (kompenzace předstihu tlaku)
Tato funkce pomáhá minimalizovat problémy s extruderem, jako jsou:
- „oozing“ (vytékání filamentu mimo potřebné oblasti)
- tvorba blobů na rozích
- viditelné povrchové vady
Pressure Advance Smooth Time
Tento parametr lze nastavit pouze tehdy, pokud máte aktivovanou funkci Pressure Advance. Ovlivňuje časové okno, ve které Klipper vyhlazuje pohyb extruderu:
- Příliš malá hodnota může způsobit nadměrný hluk extruderu a přeskočení kroků motoru.
- Vyšší hodnota zajišťuje hladší pohyb, ale může způsobit jemné vady tisku při přiblížení k rohům.
Metody ladění
OrcaSlicer – Kalibrace PA
Pokud používáte OrcaSlicer, jedním z nejjednodušších způsobů ladění Pressure Advance (PA) je využití funkce Kalibrace. V nabídce Kalibrace -> Pressure Advance si můžete vybrat jednu z dostupných metod: PA Tower, PA Line, nebo PA Pattern.

Tímto způsobem vygenerujete G-code, který nahrajete do tiskárny a spustíte tisk. Po dokončení tisku, u metod PA Line nebo PA Pattern, získáte výtisk se stupnicí, podle které odhadnete nejvhodnější hodnotu PA. Tuto hodnotu můžete následně:
- Nastavit ve sliceru u konkrétního filamentu, který používáte.
- Nebo ji zadat přímo do konfiguračního souboru tiskárny, pokud chcete, aby byla nastavena trvale.
Mnou doporučený postup ladění PA pomocí square_tower.stl
Pokud nepoužíváte OrcaSlicer nebo z nějakého důvodu nechcete ladit PA prostřednictvím generovaného G-code přes kalibraci v OrcaSliceru, existuje alternativa, kterou osobně preferuji a doporučuji. Jedná se o ladění PA pomocí vytisknutého modelu square_tower.stl (podobné variantě PA Tower) a následné měření pomocí posuvného měřítka (šuplery).
Doporučené nastavení tisku:
- Počet perimetrů: 3
- Výplň: 0 %
- Vrchní vrstvy: 0
- Rychlosti/Akcelerace: Stejné jaké používáte během vašeho standartního tisku
- Pressure advance: Vypnout
Tato mnou doporučená metoda vychází z popsané oficiální dokumentace Klipper, avšak liší se ve dvou klíčových bodech:
- Neomezuje rychlost tisku na 100 mm/s
- Neomezuje akceleraci na 500 mm/s²
Rychlosti a akcelerace ponecháváme bez omezení, protože chceme během tisku square_tower.stl simulovat stejné podmínky jako při vašem běžném tisku. Tím získáte nejpřesnější hodnotu PA pro vaše tisky. Hodnota PA se totiž může výrazně lišit v závislosti na nastavené rychlosti a akceleraci – například tisk rychlostí 100 mm/s s akcelerací 500 mm/s² poskytne jinou hodnotu než tisk rychlostí 200 mm/s s akcelerací 6000 mm/s². Proto doporučuji při tomto testu rychlost ani akceleraci neomezovat a ponechat je stejné jako při vašem běžném tisku.
Postup:
- Naslicujte squeare_tower.stl s doporučeným nastavením tisku
- Ujistěte se, že máte v sliceru vypnuté PA
- Nahrajte G-code do tiskárny
- Před spuštěním tisku zadejte do konzole následující příkaz:
TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=0.005(Pro přesnější doladění doporučuji změnit FACTOR na hodnotu 0.002)
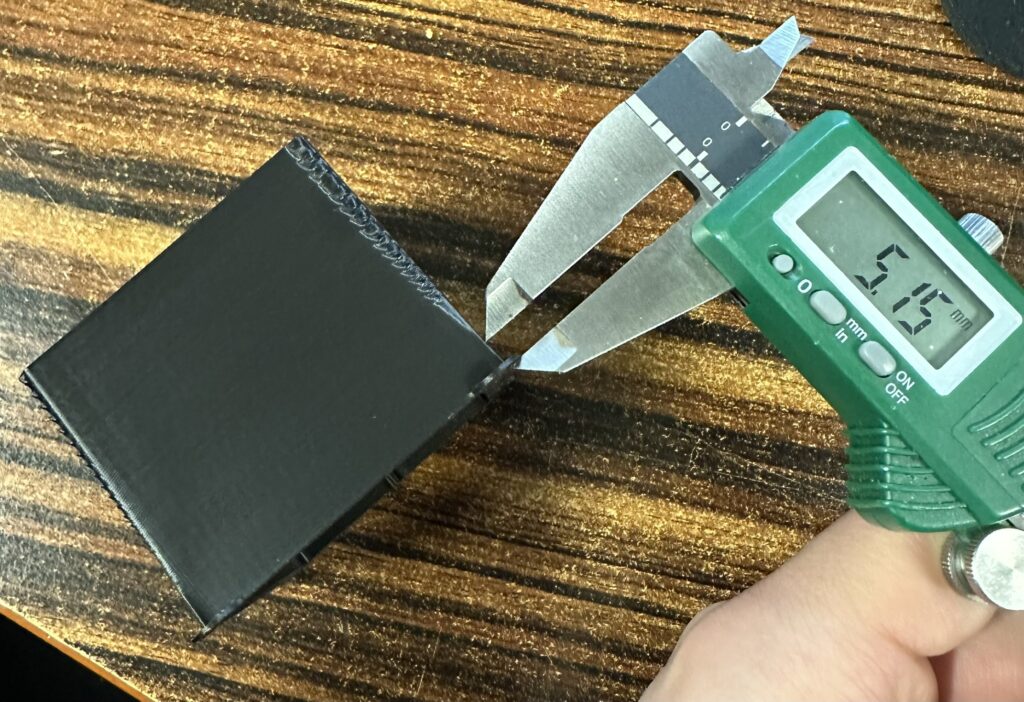
- Následně vypočítáme hodnotu pressure_advance = <počáteční_hodnota> + <naměřená_výška> * <faktor>
(Například: 0 + 5,15 * 0,005 by bylo 0,0257) - Výslednou hodnotu můžete nastavit ve sliceru u konkrétního filamentu, který používáte nebo ji můžete zadat přímo do konfiguračního souboru tiskárny, pokud chcete, aby byla nastavena trvale.
Postup ladění Smooth Time pomocí square_tower.stl
Postup:
- Naslicujte squeare_tower.stl s doporučeným nastavením tisku
- Ujistěte se, že máte v sliceru nebo printer.cfg nastavenou vámi odladěnou hodnotu PA
- Nahrajte G-code do tiskárny
- Před spuštěním tisku zadejte do konzole následující příkaz:
TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=SMOOTH_TIME START=0.101 FACTOR=-.002(vzhledem k tomu že máme nastavený START na hodnotě 0.101 a FACTOR se odečítá -.002 od této hotnoty tak je potřeba v tomto případě měřit zvdálenost od konce/od nuly)
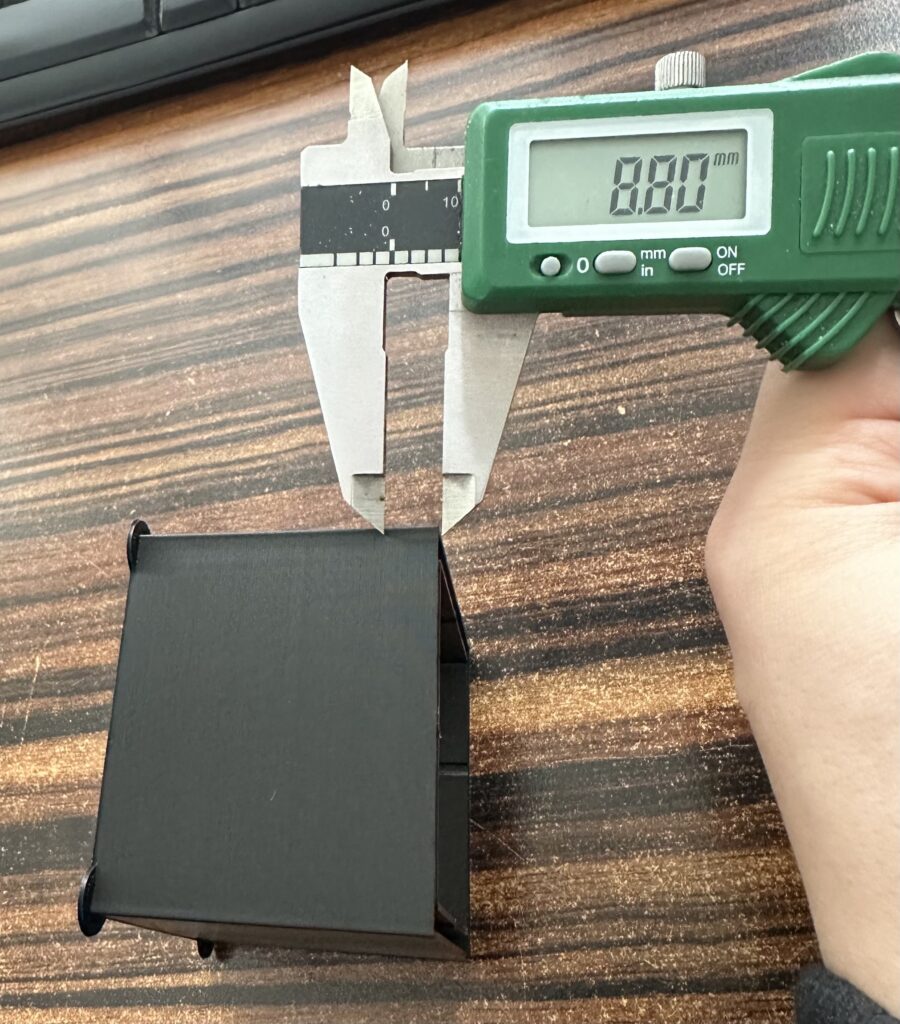
- Následně vypočítáme hodnotu pressure_advance_smooth_time = <počáteční_hodnota> + <naměřená_výška_od_konce> * <faktor>
(Například: 0 + 8,80 * 0,002 by bylo 0,0176) - Výslednou hodnotu zadejte přímo do konfiguračního souboru tiskárny.